
Ez egy roncsolásos eljárás, amivel a legegyszerűbben ellenőrizhetjük a festék tapadását. A festéket fémig levágjuk a szabvány szerint (MSZ EN ISO2409) megadott pengetávolságú késsel (általában 6 kés egymás mellett, 0-60 mikron 1mm, 61-120 mikron 2 mm, 121-250 mikron 3 mm pengetávolság). Ekkor hat db párhuzamos vonalat kapunk. Ezzel merőlegesen megismételjük a vágást, és ezen a rács felületen ellenőrizzük azt, hogy a vonalak találkozásánál mennyire jött le a festék.
Egysége Gt, osztályozása a következő ábra szerint történik:
A rácsvágás vonalai teljesen simák, a festett felület sehol sem sérült, nincsenek a vonalak felpattogva. Minősége: Gt 0, kiváló.
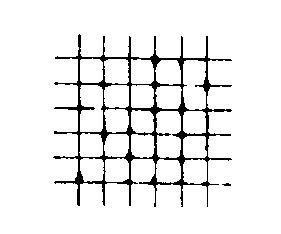
A rácsvágás érintőpontjain kisebb felszilánkosodás, felpattogzódás látható, a sérülések a rácsvágott felület kb. 5%-a. Minősége: Gt 1, jó.
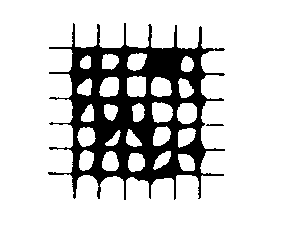
 A rácsvágás csíkjai teljes hosszúságban sérültek, vastagabb szélesebb a sérülés. A vágóvonalak metszéspontjaiban kisebb felpattogások láthatóak. Sérült felület kb. 15%. Minősége: Gt
A rácsvágás csíkjai teljes hosszúságban sérültek, vastagabb szélesebb a sérülés. A vágóvonalak metszéspontjaiban kisebb felpattogások láthatóak. Sérült felület kb. 15%. Minősége: Gt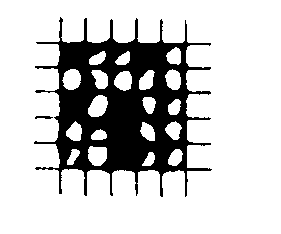 2, közepes.
2, közepes.
 A vágóvonalak teljes hosszúságban sérültek, a közterületekben a sérülések részleges vagy akár teljes mértékűek lehetnek. Sérült a felület kb. 35%-a.Minősége: Gt 3, rossz.
A vágóvonalak teljes hosszúságban sérültek, a közterületekben a sérülések részleges vagy akár teljes mértékűek lehetnek. Sérült a felület kb. 35%-a.Minősége: Gt 3, rossz.
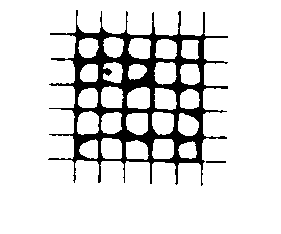
A vágott felületen durva nagymértékű sérülések jelentkeznek akár több sávszélességben. A sérült felület kb. 65%. Minősége: Gt 4, nagyon rossz.
Gt5-ös fokozat, ami már a Gt 4-es osztályzatba sem sorolható.
Mivel ez roncsolásos eljárás, célszerű mintalemezen elvégezni, amely végig kísérte a festett terméket.