Felületkezelés rövid határidővel, az elérhető legmagasabb minőségben.
Bemutatkozás
Elérhetőség:
- Telephely: Melior Paint Kft. 2051 Biatorbágy, Tormásrét u. 5/b
- Kontakt: Kern István termelési igazgató +36 70 533 43 55
- e-mail: kern.istvan@nanosurface.eu
Ezúton szeretnénk bemutatni a Melior Paint Kft. festőüzemének rendszerét. A festőüzemet azért hoztuk létre, hogy ki tudjuk szolgálni a vevőink igényeit is, beleértve a különleges festéseket is. Egyik fő szempontunk az volt, hogy energiatakarékos és ezáltal elektromos üzemű festősort hozzunk létre a legmodernebb automata szórástechnikával.
Fontos paraméterek
A festhető munkadarabok méretei: – szélesség: 800 mm – magasság: 1.500 mm – hosszúság: 2.500 mm
Maximális terhelhetőség: ~ 60 kg/m
Munkafázisaink az alábbiak: –
- Munkadarabok felfüggesztése a függesztékekre –
- Vegyi előkezelés vizes, szórásos technológia alkalmazásával
- Vízleszárítás konvekciós kemencében –
- Porlakkozás automata és/vagy kézi porszórással
- Porlakk beégetés konvekciós kemencében
- Munkadarabok leszedése a függesztékekről
- Minőség-ellenőrzés
- Csomagolás
Előkezelés
Az előkezelő alagút automata, 4 fázisú, szóró rendszerű, takt üzemű egység.

Az előkezelés során törekszünk arra, hogy a munkadarabok zsírtalanítása és a festék tapadását segítő konverziós réteg kialakulása a lehető legjobb minőségben történjen meg. Ehhez folyamatos ellenőrzés szükséges. A fürdők felügyeletét vegyészmérnök kollégánk látja el.
Munkafázisok:
- 1. Vas-foszfát alapú zsírtalanítás 40 – 50 °C-on.
- 2. Csapvizes öblítés környezeti hőmérsékleten.
- 3 Visszaforgatott ioncseréltvizes öblítés környezeti hőmérsékleten.
- 4. Zr/szilán alapú konverzió képzése környezeti hőmérsékleten.
- A vegyszereink beszállítója a Metalchem Kft.
Vízleszárítás
A száritó kemencénk elektromos üzemű, speciális kemence, melynek fő tulajdonsága, hogy az üzem felső légterében helyezkedik el, ezáltal bent tartva a meleget. Belső légterében állandó 110 °C, ami lehetővé teszi speciális passziváló szer alkalmazását is, amellyel jelentősen növelhető a munkadarabok korrózió védelme.
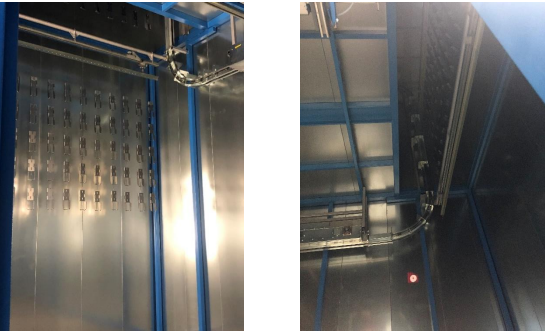
Ciklonos automata porszóró kabin
Egyedileg épített porszóró kabinnal rendelkezünk, melynek fő tulajdonsága speciális elszívó rendszeren alapul, mely lehetővé teszi a porfesték visszaforgatását is, ezzel is minimalizálva a festékhulladékot, ezáltal kíméljük környezetünket.

A porszóró kabin Wagner típusú automata szórástechnikával rendelkezik, melyet szintén Wagner típusú, legmodernebb porközpont szolgál ki. A porközpont automata kontrolling rendszerrel rendelkezik, melynek segítségével nyomon követhető melyik munkadarabra milyen festékből milyen mennyiséget festettünk. Nagy előnye továbbá, hogy automata tisztitással is rendelkezik. A festőkabin tűzvédelmét a szintén automata STS tűzgátló berendezés látja el. A festés során törekszünk a teljes automatizálásra azonban van olyan munkadarab, amelyekre az alaposságuk miatt szükséges kézi festéses rásegítés is, ezért rendelkezünk két darab Wagner típusú kézi szórópisztollyal is.
E
Beégető kemence

Beégető kemencénk szintén a festőüzem felső légterében helyezkedik el, és szintén elektromos üzemű.
A kemencében 180-200 °C-on történik a munkadarab beégetése. A kemence alatt lévő területet úgy alakítottuk ki hogy a munkadarabok hűlése itt történjen, igy az egységből kilépő termékek szinte megfogható állapotban vannak.
Minőségellenőrzés
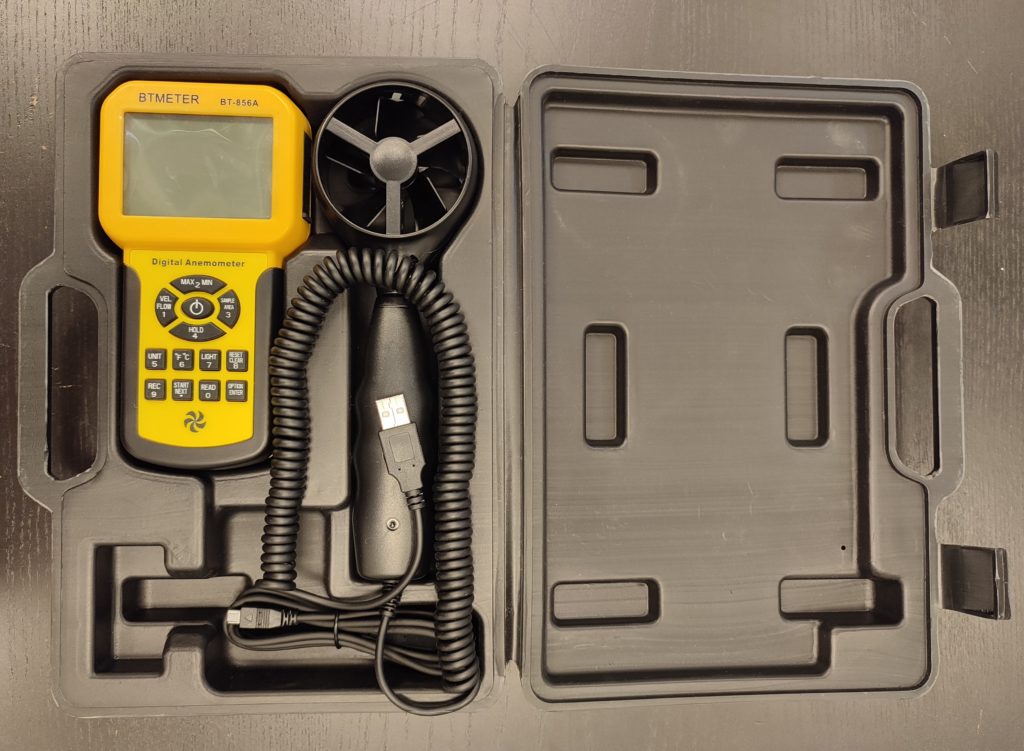
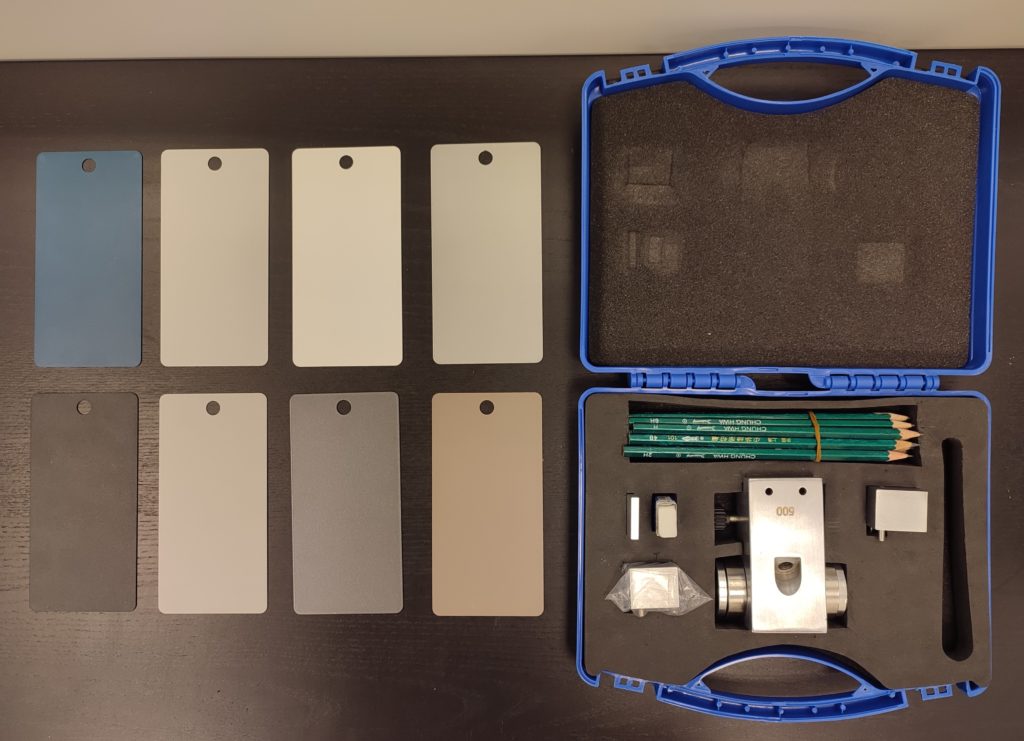
A festés minőségének ellenőrzéséhez speciális műszerekre van szükség, amiknek a segítségével különböző paramétereket tudjuk ellenőrizni, ezzel is stabilabbá téve a munkafolyamatokat. Rendelkezünk többek között rétegvastagság mérővel, rácsvágó készülékkel, fényesség mérővel, pH mérővel, vezetőképesség mérővel, fénymérővel (környezeti fény), légsebesség mérővel, kihelyezett sóködkamrával, keménységmérővel, kemence hőmérséklet diagnosztizálóval, valamint képesek vagyunk ejtővizsgálatot és mélyhúzás vizsgálatot is végezni.
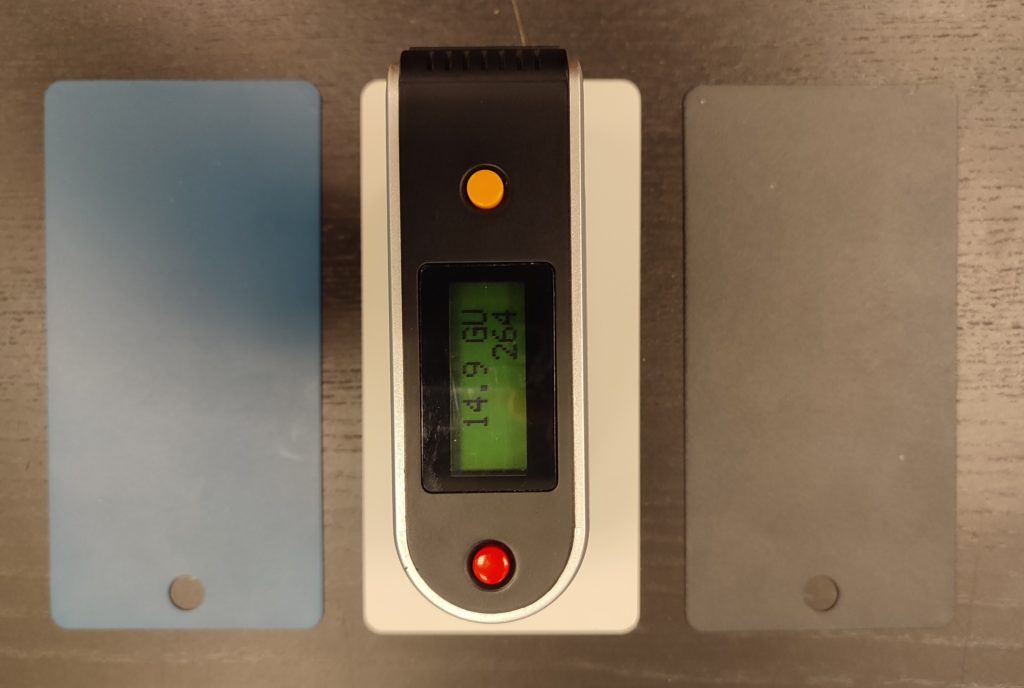
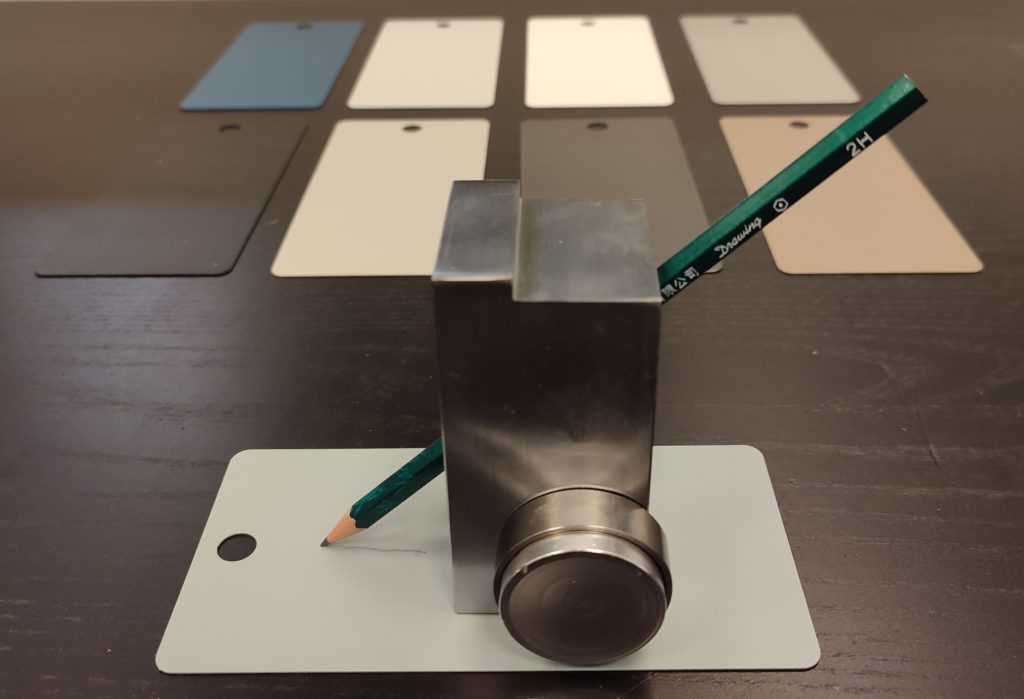
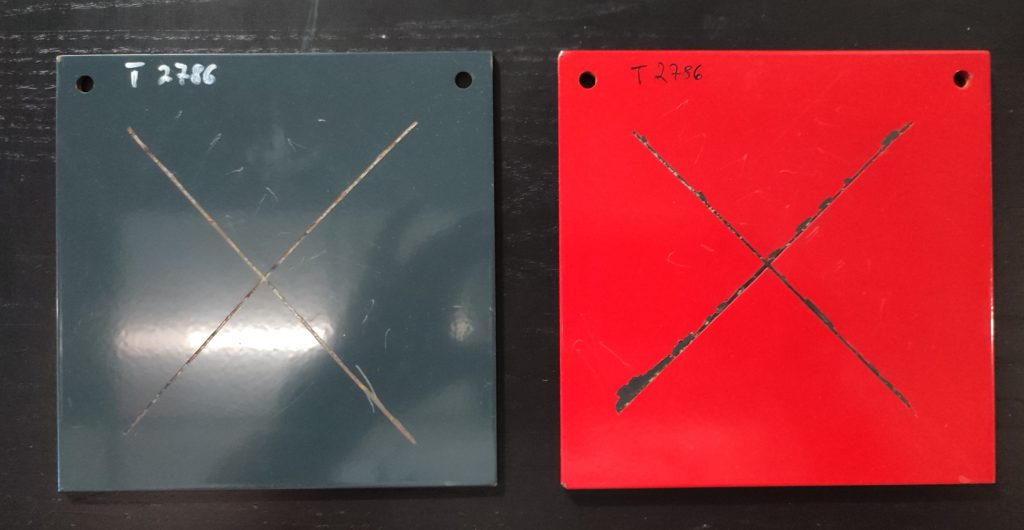
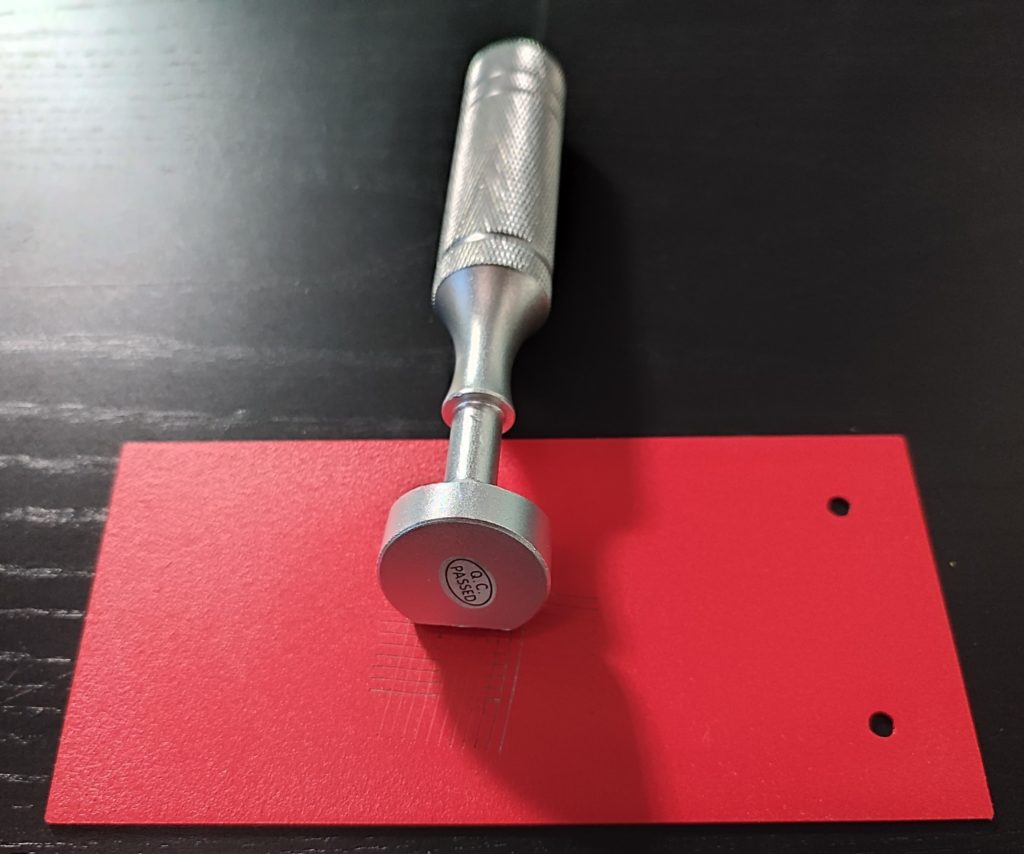

Műszereink:



Elérhetőség:
- Telephely: Melior Paint Kft. 2051 Biatorbágy, Tormásrét u. 5/b
- Kontakt: Kern István termelési igazgató +36 70 533 43 55
- e-mail:kern.istvan@nanosurface.eu
 bi közül.
bi közül. djon meg, nincsen ok a pánikra, ugyanis az Ön problémája a mi specialitásunk. Minden havária helyzetben tudunk megoldást javasolni. Vállaljuk a helyszíni javítást (egész Európában), legyen szó akár nedves festésről (vízbázisú és oldószeres is), akár porfestett felület javításáról, illetve helyszíni porfestett
djon meg, nincsen ok a pánikra, ugyanis az Ön problémája a mi specialitásunk. Minden havária helyzetben tudunk megoldást javasolni. Vállaljuk a helyszíni javítást (egész Európában), legyen szó akár nedves festésről (vízbázisú és oldószeres is), akár porfestett felület javításáról, illetve helyszíni porfestett  felület nedves (vízbázisú és oldószeres is) festéssel való javításáról. Természetesen minden esetben garanciát vállalunk a munkáinkra.
felület nedves (vízbázisú és oldószeres is) festéssel való javításáról. Természetesen minden esetben garanciát vállalunk a munkáinkra.




 Emberek! Ébresztő! Felelősség!
Emberek! Ébresztő! Felelősség! 


 Történt ugyanis, hogy nem tudtam nem észrevenni a fürdőben a rozsdafoltokat, illetve a korlát kopását. Hogy ezeket mi okozza? Egyszerű tervezési hiba. A nagyon párás környezet a hibás, illetve a korlát esetében az emberi kéz savassága. Egy high-tech technológiával felszerelt fürdőben ez elég irracionálisan néz ki. Általában a végtermék árának 10 %-a a felületkezelési költség. Amennyiben ez a 10 % nem megfelelő, akkor a komplett termék értékét akár a felére, vagy még lejjebb is csökkentheti. Számolja ki, hogy amennyiben felületkezelési tervezési szakértőhöz fordul a 10 %-hoz mennyi adódik hozzá költségként. Tapasztalataink alapján 0,1-0,5 %. A reális összehasonlításhoz a másik oldal, hogy egy esetleges rozsdásodás akár 50 %-ba kerül a termék értékéhez képest, nem beszélve a cég jó hírnevéről.
Történt ugyanis, hogy nem tudtam nem észrevenni a fürdőben a rozsdafoltokat, illetve a korlát kopását. Hogy ezeket mi okozza? Egyszerű tervezési hiba. A nagyon párás környezet a hibás, illetve a korlát esetében az emberi kéz savassága. Egy high-tech technológiával felszerelt fürdőben ez elég irracionálisan néz ki. Általában a végtermék árának 10 %-a a felületkezelési költség. Amennyiben ez a 10 % nem megfelelő, akkor a komplett termék értékét akár a felére, vagy még lejjebb is csökkentheti. Számolja ki, hogy amennyiben felületkezelési tervezési szakértőhöz fordul a 10 %-hoz mennyi adódik hozzá költségként. Tapasztalataink alapján 0,1-0,5 %. A reális összehasonlításhoz a másik oldal, hogy egy esetleges rozsdásodás akár 50 %-ba kerül a termék értékéhez képest, nem beszélve a cég jó hírnevéről.





 A ciklon gyakorlatilag egy porleválasztó egység, aminek segítségével a por visszanyerés, és a színcserék is gazdaságosabbá tehetőek. Működése nagyon egyszerű: egy fordított kúp formában (lefele szűkül) elszívjuk a festékport. A port és a levegőt a ciklon segítségével szétválasztjuk. Általában egy vibrációs szűrővel (szita) megszitáljuk a port, az így kapott festéket visszaszállítjuk és keverjük a kifestendő friss porral a gyártó által megadott arányban.
A ciklon gyakorlatilag egy porleválasztó egység, aminek segítségével a por visszanyerés, és a színcserék is gazdaságosabbá tehetőek. Működése nagyon egyszerű: egy fordított kúp formában (lefele szűkül) elszívjuk a festékport. A port és a levegőt a ciklon segítségével szétválasztjuk. Általában egy vibrációs szűrővel (szita) megszitáljuk a port, az így kapott festéket visszaszállítjuk és keverjük a kifestendő friss porral a gyártó által megadott arányban. A levegőt pedig egy szűrőrendszer segítségével tisztítjuk és vissza tápláljuk az üzembe.
A levegőt pedig egy szűrőrendszer segítségével tisztítjuk és vissza tápláljuk az üzembe.
 A ciklon szitáját is érdemes minden színcserénél ellenőrizni, több darabot tartani belőle. Több helyen alkalmazzák a világos/sötét elvet, így 2 db szitával biztonságosabban lehet festeni.
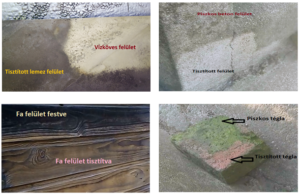
A ciklon szitáját is érdemes minden színcserénél ellenőrizni, több darabot tartani belőle. Több helyen alkalmazzák a világos/sötét elvet, így 2 db szitával biztonságosabban lehet festeni. A szórásos előkezelés nagy előnye, hogy a kezelendő tárgyat mechanikai hatás is éri. Ez azt jelenti, hogy a tárgyon lévő szennyeződést nyomás hatására is eltávolodik. Gondoljunk csak bele, ha otthon mossuk a kocsit egy slaggal (a vége csupasz), akkor az autónkon lévő szennyeződést benedvesítjük. Ha befogjuk a slag végét, úgy, hogy az ujjunk mellet jöjjön a víz, megnő a nyomás, és ezáltal a szennyeződések nagy részét le tudjuk veretni az autónkról. Itt is ugyanez a helyzet áll fent. Általában automatizált vonszoló pálya és szórókoszorúk segítségével automatizálható. Hátránya, hogy, amikor az előkezelő alagútban van a nagyon alakos munkadarab, akkor nem mindenhol éri megfelelően a vegyszer, illetve a víz. Ahol sík lemezek előkezelése, vagy ahhoz hasonló munkadarabok előkezelése folyik gazdaságosabb, mint a mártásos eljárás. Általában a azonos pályán van, mint a festékszóró kabin.
A szórásos előkezelés nagy előnye, hogy a kezelendő tárgyat mechanikai hatás is éri. Ez azt jelenti, hogy a tárgyon lévő szennyeződést nyomás hatására is eltávolodik. Gondoljunk csak bele, ha otthon mossuk a kocsit egy slaggal (a vége csupasz), akkor az autónkon lévő szennyeződést benedvesítjük. Ha befogjuk a slag végét, úgy, hogy az ujjunk mellet jöjjön a víz, megnő a nyomás, és ezáltal a szennyeződések nagy részét le tudjuk veretni az autónkról. Itt is ugyanez a helyzet áll fent. Általában automatizált vonszoló pálya és szórókoszorúk segítségével automatizálható. Hátránya, hogy, amikor az előkezelő alagútban van a nagyon alakos munkadarab, akkor nem mindenhol éri megfelelően a vegyszer, illetve a víz. Ahol sík lemezek előkezelése, vagy ahhoz hasonló munkadarabok előkezelése folyik gazdaságosabb, mint a mártásos eljárás. Általában a azonos pályán van, mint a festékszóró kabin. A mártásos eljárás, amikor kádakba egy daru segítségével bele mártjuk a munkadarabot. Itt nem éri mechanikai hatás, viszont biztosan bejut mindenhova a vegyszer, vagy a víz. Ez nagyon nagy előny egy alakos munkadarabnál. Hátránya, hogy a vegyszereket jóval erősebbre kell beállítani. A legtöbb esetben nincsen egy pályán a festőkabinnal, tehát előkezelés után a darabokat át kell akasztani. Ez a hatékonyság romlását eredményezheti, és sokkal komolyabb logisztikai kihívás.
A mártásos eljárás, amikor kádakba egy daru segítségével bele mártjuk a munkadarabot. Itt nem éri mechanikai hatás, viszont biztosan bejut mindenhova a vegyszer, vagy a víz. Ez nagyon nagy előny egy alakos munkadarabnál. Hátránya, hogy a vegyszereket jóval erősebbre kell beállítani. A legtöbb esetben nincsen egy pályán a festőkabinnal, tehát előkezelés után a darabokat át kell akasztani. Ez a hatékonyság romlását eredményezheti, és sokkal komolyabb logisztikai kihívás.