Rendszerek
Manapság rengeteg szabvány áll rendelkezésre, hogy a társadalmi felelősség problémáját enyhíteni tudja. Ezekről a szabványok alapértelembe nagyon hasznosak, ha tényleg betartjuk őket. Amíg viszont ezeket, ahogyan már korábban említettem meg lehet vásárolni, addig érdemi eredményt nem fognak elérni. Természetesen vannak kivételek, és kellenek is, hogy elinduljon a folyamat, hogy a cégek érezzék a társadalmi felelősséget is. Ezek a szabványok elérhetőek és nagy cégek meg is követelik a beszállítóiktól, hogy akkreditált tanúsítóval végeztessék el. Saját tapasztalatom, hogy, a korábbi munkahelyemen egy előre tervezett vevői audit során az auditor a festő üzemet is meg akarta nézni, aminek a vezetője én voltam. Annak ellenére, hogy az adott terméket nem kellett festeni. A festőüzemben nem készültünk vevői látogatásra. A rendezetlenségen kívül még a környezetünkre sem figyeltünk oda, és vegyszeres láda volt a földes területen. Az auditor azonnal felfüggesztette a folyamatos gyártást a cégnél, mert nem figyelünk a környezetünkre, kárt okozunk benne. Nyílván nem szándékosan, inkább emberi figyelmetlenség volt, amire nem fektettünk kellő hangsúlyt.

Ahogyan megtettük, azokat az intézkedéseket, amik már garantálták, hogy a festő üzemből nem tud kijutni vegyszer a földre, újra lehetett gyártani a terméket. Akkor még nem értettem, hogy miért cselekedett így az auditor, miért állított le egy olyan terméket a festő üzem miatt, ami nincs is festve. Ma már értem, hogy ő is globálisan nézte a problémát. Amelyik cég nem tartja be a környezetvédelmi előírásokat, hiába tanúsított cég, nem gyárthat nekik. Ez ahhoz hasonló, hogy, akinek van középfokú nyelvvizsgája nem biztos, hogy ugyanaz az ember, aki tud is beszélni az adott nyelven. Ma már nem elég a papír, hanem érteni és tudni is kell. Én megértettem, a saját bőrömön tapasztaltam.
Manapság már Európában és Magyarországon is állami szabályzásokkal törekednek arra, hogy a vállalatok viseljenek felelős magatartást. Ez elég népszerű témakör a 21. században, amink elengedhetetlen pillére a fenntartható fejlődésnek. Sajnos napjainkban a közbeszédben a fenntartható növekedés terjedt el, de nem azonos a jelentésük.
A vállalati felelősség definíciója több szakirodalomban is megtalálható:
„Vállalatok társadalmi felelősségén azt értjük, ha egy üzleti vállalkozás folyamatosan elköteleződik az etikus viselkedés és a gazdasági fejlődéshez való hozzájárulás iránt, mialatt javítja munkavállalóinak és családjaiknak életminőségét, csakúgy, mint a helyi közösségét és általában a társadalomét.” (Watts, Holme [1998], 6.o.)
 A hivatalos definíciókat azonban nem az utca embere alkotta. Ők azt veszik észre, hogy a helyi vállalkozás mit támogat: a helyi focicsapatot, vagy kiállítást, stb. A támogatás mértéke sem mindegy. A közösségi célú támogatás minősége mehet felfelé, illetve lefelé. Ez attól függ, hogy mennyiből mennyit adok. Adhatok egy koldusnak 5 Ft-ot, vagy adhatok 5000 Ft-ot is. De lehet, hogy csak 10 Ft-ból adtam, de lehet, hogy 100.000 Ft-ból. Attól függ, hogy miről mondok le.
A hivatalos definíciókat azonban nem az utca embere alkotta. Ők azt veszik észre, hogy a helyi vállalkozás mit támogat: a helyi focicsapatot, vagy kiállítást, stb. A támogatás mértéke sem mindegy. A közösségi célú támogatás minősége mehet felfelé, illetve lefelé. Ez attól függ, hogy mennyiből mennyit adok. Adhatok egy koldusnak 5 Ft-ot, vagy adhatok 5000 Ft-ot is. De lehet, hogy csak 10 Ft-ból adtam, de lehet, hogy 100.000 Ft-ból. Attól függ, hogy miről mondok le.
Érdekes, hogy a cégeknél ez az adakozás kiszámítható, hiszen nyilvános és kötelező adat a cég árbevétele. Az arányok nagyon meglepőek, az adakozás mértékét az árbevételhez képest tized és század arányokban lehet mérni. Ez azt jelenti, hogy 100.000 Ft után 1 Ft-ot adományoznak. Ez ne adjon okot a félreértésre és joggal mondhatja egy cégvezető, hogy legalább adakozott, de ez nem elég sajnos. Ha elég lenne, a társadalomban nem lenne ekkora különbség emberek között.
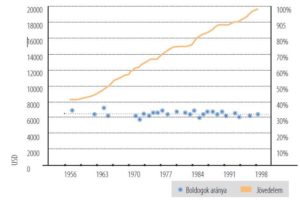
A vállalati felelősség értelmezhetetlen a fenntartható fejlődés nélkül, amit a Brundtland Bizottság alkotott, mint kifejezést 1987-ben. A fenntartható fejlődés fogalmat a legtöbb ember nem ismeri, nem tudja mit jelent.
BCSDH-GfK 2006-os felmérése szerint az emberek 26 %-a állítja, hogy tudja mi az, azonban a valóság csak 3 %.
„Fenntartható növekedést mondani fenntartható fejlődés helyett súlyos hiba. Olyan ez, mintha a környezetszennyezés és környezetvédelem szó lenne könnyen összekeverhető, vagy az élet a halállal.” Forrás: Tóth Gergely: A Valóban felelős Vállalat
A gazdasági szféra azonban viszonylag jól értelmezi a fenntarthatóságot. A nagyvállalatok megalkották saját optimalizált rendszerüket, melyet három alappilléből áll: társadalmi, környezeti, gazdasági. Ez a három alappillér lehet az alapja a fenntartható fejlődésnek. A társadalmi az alapvető társadalmi normákra épít, a környezeti a környezetünk védelmében megtett intézkedéseket, a gazdasági a profit, és a versenyképesség hosszú távú fenntarthatóságát.
Ezek alapján a könyvben szereplő vállalati felelősség definíciója így hangzik. „A Valóban Felelős Vállalat:
– magát a rendszer részeként, nem „potyautasként”, tisztán sajáthaszon-maximalizáló egyedként értelmezi,
– felismeri, hogy a fenntarthatatlanság (a környezet pusztulása és a fokozódó társadalmi igazságtalanság) korunk legfontosabb kihívása,
– elismeri, hogy a vállalatoknak és a kormányoknak gazdasági súlyukhoz mérten munkálkodniuk kell a megoldásokon,
– őszintén felméri saját súlyát és hozzájárulását a problémákhoz (a legjobb, ha hozzájárulásának két-három fő területére koncentrál),
– tervszerűen, koncentráltan és fokozatosan lényegi lépéseket tesz a fenntarthatóbb világért.” Forrás: Tóth Gergely: A Valóban Felelős Vállalat
Joggal tehetjük fel a kérdést, hogy kinek is felelősek a vállalatok? A közgazdaság szerint a részvényeseknek, tulajdonosoknak. Van azonban egy elmélet, amit angolul stakeholder elméletnek neveznek, ami szerint a vállalat minden érintett fél számára felelőséggel tartozik. Ez az érintett-fél elmélet. Nagyon nehéz azonban 10-15 féle csoportnak egyszerre megfelelni, hiszen a csoportok, vagy érdekek keresztezhetik egymást, nem mindenki ugyanazt szeretné.

Vannak pozitív és negatív példák a felelősségről, és a felelőtlenségről is. Pozitív például, hogy a réz, mint a Föld egyik legértékesebb ásványi kincse kifogyóban van. Ezt a vállalatok is felismerték, és kifejlesztettek egy olyan technológiát, ami képes helyettesíteni a CFC-k (klórozott-flórozott szénhidrogén) gyártását. Ennek hatására az atmoszférikus ózonréteg újra növekszik.
Ez technológiai optimizmusra adhat okot, de tudomásul kell venni, hogy vannak vissza nem fordítható folyamatok. A helyettesíthetőség elmélete nem minden esetben működik. Gondoljunk csak a régen virágzó földdel rendelkező Izraelre, vagy Szaúd Arábiára. Ma elsivatagosodás tapasztalható ezeken a tájakon.
 Gyakorlatilag miről szólnak ezek a rendszerek? Arról, hogy hogyan tudjuk biztosítani a munkavállaló számára azt a környezetet, amivel a munkavállaló minőségi munkát tud végezni és a munkadarab gyártását hogyan tudjuk nyomon követni. Ebben a cikkben a munka környezetről és az alapvető feltételekről írok.
Gyakorlatilag miről szólnak ezek a rendszerek? Arról, hogy hogyan tudjuk biztosítani a munkavállaló számára azt a környezetet, amivel a munkavállaló minőségi munkát tud végezni és a munkadarab gyártását hogyan tudjuk nyomon követni. Ebben a cikkben a munka környezetről és az alapvető feltételekről írok. 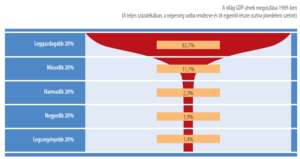


 Emberek! Ébresztő! Felelősség!
Emberek! Ébresztő! Felelősség! 

 Van ahol láttam karbantartási tervet, és van ahol még azt sem. De ezeknek a dokumentumoknak a minősége is nagyon gyenge. A festő többségét nem csak olajozni kell, hanem megfelelően karban is kell tartani. Ez a cikk konkrétan az utószűrők karbantartásáról szól, a Nanosurfaceben létre is hoztunk egy külön modult rá.
Van ahol láttam karbantartási tervet, és van ahol még azt sem. De ezeknek a dokumentumoknak a minősége is nagyon gyenge. A festő többségét nem csak olajozni kell, hanem megfelelően karban is kell tartani. Ez a cikk konkrétan az utószűrők karbantartásáról szól, a Nanosurfaceben létre is hoztunk egy külön modult rá.