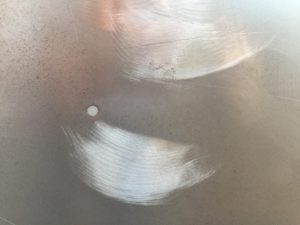
 Többször előfordul, hogy festés után látszódnak különböző mechanikai sérülések, amik megmunkálás során keletkeztek, de legtöbbször szinte észrevehetetlen.
Többször előfordul, hogy festés után látszódnak különböző mechanikai sérülések, amik megmunkálás során keletkeztek, de legtöbbször szinte észrevehetetlen.
Ezek nagyon könnyen megelőzhetek, ha betartjuk az alábbi szabályokat.
A nyers felület legyen…
 Rétegvastagság mérővel mérhető nyers felületek átmérése esetén a tűréshatár ± 4 μm. Amennyiben festés előtti érték túllépi a megengedett határértéket a festés után mért rétegvastagság nem lesz megbízható.
Rétegvastagság mérővel mérhető nyers felületek átmérése esetén a tűréshatár ± 4 μm. Amennyiben festés előtti érték túllépi a megengedett határértéket a festés után mért rétegvastagság nem lesz megbízható.
- mechanikai sérülésektől (karcok, benyomódások stb.) és sorjától mentes.
Festés után fokozottan látszódnak ezek a hibák.
 Rozsdás, oxidált alkatrészeken a porfestésnek nem megfelelő a tapadása, ami a festék későbbi leválásához vezet. A korrózió elkerülhető a zárt, száraz helyen történő tárolással, az alkatrészek szilikonmentes korróziógátló olajjal történő bevonásával, szöszmentes kesztyűben történő mozgatással.
Rozsdás, oxidált alkatrészeken a porfestésnek nem megfelelő a tapadása, ami a festék későbbi leválásához vezet. A korrózió elkerülhető a zárt, száraz helyen történő tárolással, az alkatrészek szilikonmentes korróziógátló olajjal történő bevonásával, szöszmentes kesztyűben történő mozgatással.
- szilikon és szilikon származék mentes
Ezeket az anyagokat a porfestés előtt lehetetlen felismerni, és csak a beégetés után derül ki hogy az alapanyag szilikon szennyezett volt. A felületen lévő szilikon származékokat az előkezelős sor nem tudja eltávolítani, ennek következtében a felületen a festék kráteresedni fog. Szilikon nem csak a gyártásban használt kenőanyagok során kerülhet fel a felületre, hanem egyszerű – dolgozók által használt – kézkrémekkel is.
A szennyeződések egy része hőhatás következtében leválik vagy gázosodni kezd, melyek felületi hibákat eredményeznek a festett felületen.
- feliratoktól és ragasztóanyagoktól/címkéktől mentes
Ezeket a feliratokat érdemes eltávolítani, mert az előkezelő mosók többsége nem viszi le a felületről. Ilyenek a különböző ragasztó anyagok, etikettek.
- zsír- és olajmentes furatok, menetek
A zsír és olajmaradványok a beégetés során cseppfolyóssá illetve gőz halmazállapotúvá válnak, a belső üregekben elkezdenek cirkulálni és a réseken illetve a hegesztési varratok zárványain keresztül nagy nyomással a külső felületre kerülnek és megakadályozzák a festék megfelelő tapadását, esztétikáját.
Lézervágott felület
Nagyon fontos, hogy a lézervágás nitrogénes technológiával történjen. Más technológia alkalmazásával történő lézervágás esetén a lézervágott részen oxidált felület keletkezik. Ezeken a felületeken, éleken az oxidáció miatt a festék tapadása nem megfelelő.
Préselt csapok, csavarok és lemez visszahajtások
Fontos, hogy a préseléssel rögzített csapok csavarok rögzítési felületénél ne maradjon zsír vagy olajszármazék, mert ez a beégetés során tapadási problémát okozhat.
Szintén hiba forrása lehet a lemezalkatrészek esetében a visszaperemezés, amennyiben a visszaperemezésnél a két lemez távolsága nem éri el a 2 mm távolságot.
Horganyzott alkatrészek
A horganyzás során keletkezett felületi egyenetlenségeket, megfolyásokat, zárványokat a festés előtt el kell távolítani, mert esztétikai nem megfelelősséghez vezethet.
A jobb festéktapadás és a kigázosodási lehetőség csökkentése érdekében a festés előtt célszerű az alkatrészeket homokszórással „megködölni“ vagy átcsiszolni.
Forrasztás, hegesztés
Forrasztás és hegesztés esetén a felületen üvegszerű bevonat keletkezik, amit el kell távolítani. A forrasztás során a hő hatására az alkatrészen található olaj és zsír maradványok elégnek és korom és oxidáció jelentkezik.
Ezeket a nem kívánatos melléktermékeket szintén maradvány mentesen el kell távolítani a festendő felületről. Lágyforrasztás esetén a beégetési hőmérséklet (180-200°C) hatására a forrasztóanyag kiolvadhat.
Öntvények
Minden öntvény alkatrészből gáz szabadul fel a beégetés során, ami hólyagosodást okoz a festett felületen valamint az öntvény anyagában is. A magas beégetési hőmérséklet kedvező a lunkerek erősödésének. Az öntvény felületét érdemes az előkészítés során simára csiszolni, ezt követően homokszórással a csiszolóanyagokat eltávolítani.
Intenzíven tapadás gátlóval kezelt öntvényformából visszamaradt tapadás gátló negatívan hat a festés minőségére.
Ajánlásunk a csiszoló anyagokra szemcseméretére vonatkozóan.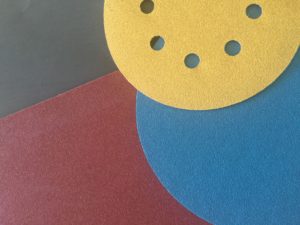
Gépi csiszolás: minimum P100; P120
Kézi csiszolópapír: minimum P220
Érdemes minden esetben festés előtt egy próbát készíteni, hogy mi az a minimum csiszoló szemcseméret, ami még hatékony, és nem okoz esztétikai problémát festés után.


 Történt ugyanis, hogy nem tudtam nem észrevenni a fürdőben a rozsdafoltokat, illetve a korlát kopását. Hogy ezeket mi okozza? Egyszerű tervezési hiba. A nagyon párás környezet a hibás, illetve a korlát esetében az emberi kéz savassága. Egy high-tech technológiával felszerelt fürdőben ez elég irracionálisan néz ki. Általában a végtermék árának 10 %-a a felületkezelési költség. Amennyiben ez a 10 % nem megfelelő, akkor a komplett termék értékét akár a felére, vagy még lejjebb is csökkentheti. Számolja ki, hogy amennyiben felületkezelési tervezési szakértőhöz fordul a 10 %-hoz mennyi adódik hozzá költségként. Tapasztalataink alapján 0,1-0,5 %. A reális összehasonlításhoz a másik oldal, hogy egy esetleges rozsdásodás akár 50 %-ba kerül a termék értékéhez képest, nem beszélve a cég jó hírnevéről.
Történt ugyanis, hogy nem tudtam nem észrevenni a fürdőben a rozsdafoltokat, illetve a korlát kopását. Hogy ezeket mi okozza? Egyszerű tervezési hiba. A nagyon párás környezet a hibás, illetve a korlát esetében az emberi kéz savassága. Egy high-tech technológiával felszerelt fürdőben ez elég irracionálisan néz ki. Általában a végtermék árának 10 %-a a felületkezelési költség. Amennyiben ez a 10 % nem megfelelő, akkor a komplett termék értékét akár a felére, vagy még lejjebb is csökkentheti. Számolja ki, hogy amennyiben felületkezelési tervezési szakértőhöz fordul a 10 %-hoz mennyi adódik hozzá költségként. Tapasztalataink alapján 0,1-0,5 %. A reális összehasonlításhoz a másik oldal, hogy egy esetleges rozsdásodás akár 50 %-ba kerül a termék értékéhez képest, nem beszélve a cég jó hírnevéről. Nagyon kevés olyan üzem van, ahol a festékeket a gyártó előírásai alapján tárolják. És ahol még a FIFO elvet is betartják még kevesebb.
Nagyon kevés olyan üzem van, ahol a festékeket a gyártó előírásai alapján tárolják. És ahol még a FIFO elvet is betartják még kevesebb. Ha a festékben a térhálósodás folyamata elkezdődik, azt nem lehet visszaforgatni. Egész egyszerűen megkövesedik a
Ha a festékben a térhálósodás folyamata elkezdődik, azt nem lehet visszaforgatni. Egész egyszerűen megkövesedik a  festék. Előfordulhat az is, hogy szabad szemmel még nem látható. Ilyenkor nagyon nagy károkat tud okozni, ha a festék bejut a rendszerbe és eltömít, eldugít, esetenként szennyez.
festék. Előfordulhat az is, hogy szabad szemmel még nem látható. Ilyenkor nagyon nagy károkat tud okozni, ha a festék bejut a rendszerbe és eltömít, eldugít, esetenként szennyez.





 A ciklon gyakorlatilag egy porleválasztó egység, aminek segítségével a por visszanyerés, és a színcserék is gazdaságosabbá tehetőek. Működése nagyon egyszerű: egy fordított kúp formában (lefele szűkül) elszívjuk a festékport. A port és a levegőt a ciklon segítségével szétválasztjuk. Általában egy vibrációs szűrővel (szita) megszitáljuk a port, az így kapott festéket visszaszállítjuk és keverjük a kifestendő friss porral a gyártó által megadott arányban.
A ciklon gyakorlatilag egy porleválasztó egység, aminek segítségével a por visszanyerés, és a színcserék is gazdaságosabbá tehetőek. Működése nagyon egyszerű: egy fordított kúp formában (lefele szűkül) elszívjuk a festékport. A port és a levegőt a ciklon segítségével szétválasztjuk. Általában egy vibrációs szűrővel (szita) megszitáljuk a port, az így kapott festéket visszaszállítjuk és keverjük a kifestendő friss porral a gyártó által megadott arányban. A levegőt pedig egy szűrőrendszer segítségével tisztítjuk és vissza tápláljuk az üzembe.
A levegőt pedig egy szűrőrendszer segítségével tisztítjuk és vissza tápláljuk az üzembe.
 A ciklon szitáját is érdemes minden színcserénél ellenőrizni, több darabot tartani belőle. Több helyen alkalmazzák a világos/sötét elvet, így 2 db szitával biztonságosabban lehet festeni.
A ciklon szitáját is érdemes minden színcserénél ellenőrizni, több darabot tartani belőle. Több helyen alkalmazzák a világos/sötét elvet, így 2 db szitával biztonságosabban lehet festeni. A szórásos előkezelés nagy előnye, hogy a kezelendő tárgyat mechanikai hatás is éri. Ez azt jelenti, hogy a tárgyon lévő szennyeződést nyomás hatására is eltávolodik. Gondoljunk csak bele, ha otthon mossuk a kocsit egy slaggal (a vége csupasz), akkor az autónkon lévő szennyeződést benedvesítjük. Ha befogjuk a slag végét, úgy, hogy az ujjunk mellet jöjjön a víz, megnő a nyomás, és ezáltal a szennyeződések nagy részét le tudjuk veretni az autónkról. Itt is ugyanez a helyzet áll fent. Általában automatizált vonszoló pálya és szórókoszorúk segítségével automatizálható. Hátránya, hogy, amikor az előkezelő alagútban van a nagyon alakos munkadarab, akkor nem mindenhol éri megfelelően a vegyszer, illetve a víz. Ahol sík lemezek előkezelése, vagy ahhoz hasonló munkadarabok előkezelése folyik gazdaságosabb, mint a mártásos eljárás. Általában a azonos pályán van, mint a festékszóró kabin.
A szórásos előkezelés nagy előnye, hogy a kezelendő tárgyat mechanikai hatás is éri. Ez azt jelenti, hogy a tárgyon lévő szennyeződést nyomás hatására is eltávolodik. Gondoljunk csak bele, ha otthon mossuk a kocsit egy slaggal (a vége csupasz), akkor az autónkon lévő szennyeződést benedvesítjük. Ha befogjuk a slag végét, úgy, hogy az ujjunk mellet jöjjön a víz, megnő a nyomás, és ezáltal a szennyeződések nagy részét le tudjuk veretni az autónkról. Itt is ugyanez a helyzet áll fent. Általában automatizált vonszoló pálya és szórókoszorúk segítségével automatizálható. Hátránya, hogy, amikor az előkezelő alagútban van a nagyon alakos munkadarab, akkor nem mindenhol éri megfelelően a vegyszer, illetve a víz. Ahol sík lemezek előkezelése, vagy ahhoz hasonló munkadarabok előkezelése folyik gazdaságosabb, mint a mártásos eljárás. Általában a azonos pályán van, mint a festékszóró kabin. A mártásos eljárás, amikor kádakba egy daru segítségével bele mártjuk a munkadarabot. Itt nem éri mechanikai hatás, viszont biztosan bejut mindenhova a vegyszer, vagy a víz. Ez nagyon nagy előny egy alakos munkadarabnál. Hátránya, hogy a vegyszereket jóval erősebbre kell beállítani. A legtöbb esetben nincsen egy pályán a festőkabinnal, tehát előkezelés után a darabokat át kell akasztani. Ez a hatékonyság romlását eredményezheti, és sokkal komolyabb logisztikai kihívás.
A mártásos eljárás, amikor kádakba egy daru segítségével bele mártjuk a munkadarabot. Itt nem éri mechanikai hatás, viszont biztosan bejut mindenhova a vegyszer, vagy a víz. Ez nagyon nagy előny egy alakos munkadarabnál. Hátránya, hogy a vegyszereket jóval erősebbre kell beállítani. A legtöbb esetben nincsen egy pályán a festőkabinnal, tehát előkezelés után a darabokat át kell akasztani. Ez a hatékonyság romlását eredményezheti, és sokkal komolyabb logisztikai kihívás.  Egy nagyon érdekes fogalom. Minden embernél szubjektív. Ami nekem tetszik, nem biztos, hogy tetszik másnak, ami nekem nem tetszik, lehet, hogy másnak igen.
Egy nagyon érdekes fogalom. Minden embernél szubjektív. Ami nekem tetszik, nem biztos, hogy tetszik másnak, ami nekem nem tetszik, lehet, hogy másnak igen. Képességaudit: szakembereink kielemzik az adott cég képességeit, és javaslatot tesznek arra, hogy az adott termék felületkezelésére alkalmas-e.
Képességaudit: szakembereink kielemzik az adott cég képességeit, és javaslatot tesznek arra, hogy az adott termék felületkezelésére alkalmas-e. Dokumentáció létrehozása: teljes átvételi dokumentációt hozunk létre, amiben szabályozzuk, keretek közé szorítjuk az esztétikát, mint kifejezést.
Dokumentáció létrehozása: teljes átvételi dokumentációt hozunk létre, amiben szabályozzuk, keretek közé szorítjuk az esztétikát, mint kifejezést. Határminták: segítünk határmintákat létrehozni. Modellezzük a hibákat, kioktatjuk a dolgozókat, inspektorokat. Az oktatási rendszert hozunk létre, amivel az új belépők oktatása egyszerűbbé, könnyebbé válik.
Határminták: segítünk határmintákat létrehozni. Modellezzük a hibákat, kioktatjuk a dolgozókat, inspektorokat. Az oktatási rendszert hozunk létre, amivel az új belépők oktatása egyszerűbbé, könnyebbé válik. Egyedi szolgáltatásunk keretében a helyszínen tudjuk vállalni a termékek festés technológiájának kidolgozását. A konkrét termékre vonatkozóan a fizikai munkán át (festésen) a teljes fényképes, videós és papír alapú dokumentáció létrehozását. Teljes mértékben igazodunk az igényekhez, legtöbbször hétvégén, illetve éjszaka dolgozunk, ezzel is biztosítva az üzem folyamatos termelését.
Egyedi szolgáltatásunk keretében a helyszínen tudjuk vállalni a termékek festés technológiájának kidolgozását. A konkrét termékre vonatkozóan a fizikai munkán át (festésen) a teljes fényképes, videós és papír alapú dokumentáció létrehozását. Teljes mértékben igazodunk az igényekhez, legtöbbször hétvégén, illetve éjszaka dolgozunk, ezzel is biztosítva az üzem folyamatos termelését.
 Egy festett mintalemezt fémig megvágnak, és egy olyan kamrába teszik, ahol sóködöt permeteznek rá, megadott hőmérsékleten. A fémig levágott résznél elkezd rozsdásodni a lemez, és a festék alározsdásodásának mértékét mérik mm-ben. 1000 óra sóköd vizsgálatnál 1 mm-es alározsdásodás 30 év minőségnek/garanciának felelhet meg. Ezt az eljárás a festék tapadásának minőségét, vagyis az előkezelés minőségét is meghatározza. Célszerű minden technológia, előkezelő vegyszer változtatásnál, vagy két évente elvégeztetni. Nem olcsó eljárás, és időben sem kevés, de nagy biztonságot adhat ennek az értéknek a tudomásul vétele.
Egy festett mintalemezt fémig megvágnak, és egy olyan kamrába teszik, ahol sóködöt permeteznek rá, megadott hőmérsékleten. A fémig levágott résznél elkezd rozsdásodni a lemez, és a festék alározsdásodásának mértékét mérik mm-ben. 1000 óra sóköd vizsgálatnál 1 mm-es alározsdásodás 30 év minőségnek/garanciának felelhet meg. Ezt az eljárás a festék tapadásának minőségét, vagyis az előkezelés minőségét is meghatározza. Célszerű minden technológia, előkezelő vegyszer változtatásnál, vagy két évente elvégeztetni. Nem olcsó eljárás, és időben sem kevés, de nagy biztonságot adhat ennek az értéknek a tudomásul vétele.
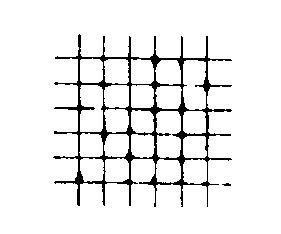
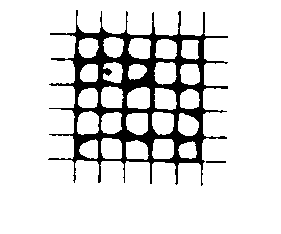 A rácsvágás csíkjai teljes hosszúságban sérültek, vastagabb szélesebb a sérülés. A vágóvonalak metszéspontjaiban kisebb felpattogások láthatóak. Sérült felület kb. 15%. Minősége: Gt
A rácsvágás csíkjai teljes hosszúságban sérültek, vastagabb szélesebb a sérülés. A vágóvonalak metszéspontjaiban kisebb felpattogások láthatóak. Sérült felület kb. 15%. Minősége: Gt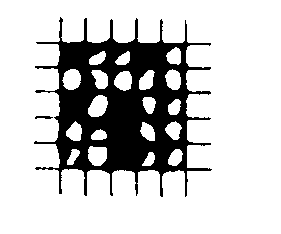 2, közepes.
2, közepes. A vágóvonalak teljes hosszúságban sérültek, a közterületekben a sérülések részleges vagy akár teljes mértékűek lehetnek. Sérült a felület kb. 35%-a.Minősége: Gt 3, rossz.
A vágóvonalak teljes hosszúságban sérültek, a közterületekben a sérülések részleges vagy akár teljes mértékűek lehetnek. Sérült a felület kb. 35%-a.Minősége: Gt 3, rossz.